GB4220 ከፍተኛ ጥራት ያለው የብረት ባንድ መጋዝ ማሽን
ዝርዝር መግለጫ
| የብረት ባንድ መሰንጠቂያ ማሽን መለኪያዎች | GB220 |
| የመቁረጥ ክልል (ሚሜ) | 200-200 * 200 |
| የመጋዝ ባንድ ዝርዝር (ሚሜ) | 2650*27*0.9 |
| ባንድ የማየት ፍጥነት (ሜ/ደቂቃ) | 27፣ 45፣ 69 |
| የሥራ ማጠናከሪያ ዘዴ | በእጅ / ሃይድሮሊክ |
| ዋና የሞተር ኃይል (KW) | 1.5 |
| የሃይድሮሊክ ሞተር ኃይል (KW) | 0.75 |
| የማቀዝቀዣ ፓምፕ ኃይል: (kw) | 0.04 |
| የውጤት መጠን (ሚሜ) | 1400*800*1100 |
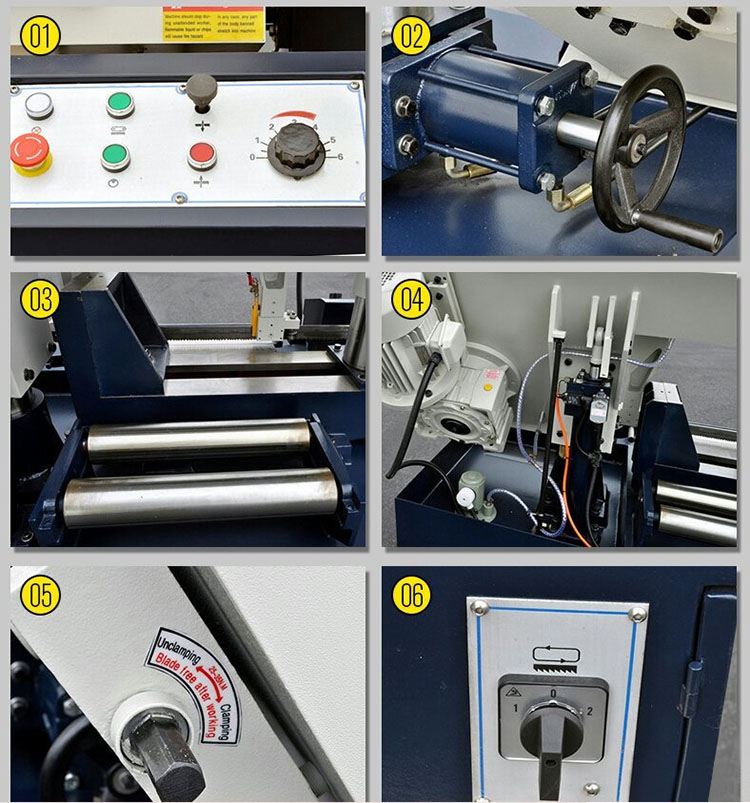
ዋና መለያ ጸባያት

1. የመቁረጥ ፍጥነት የሃይድሮሊክ ቁጥጥር, ደረጃ የለሽ የፍጥነት መቆጣጠሪያ;
2. የመመሪያው መዋቅር ሳይንሳዊ እና ምክንያታዊ ነው, ይህም የመጋዝ ምላጩን የአገልግሎት ዘመን ማራዘም ይችላል;
3. ድርብ አምድ መዋቅር, የተረጋጋ አሠራር;
4. የተረጋጋ መጋዝ እና ከፍተኛ ትክክለኛነት;
5. የሚሠራው መቆንጠጫ የሃይድሮሊክ መቆንጠጫ ይቀበላል, ይህም ለመሥራት ቀላል ነው.
6. ባለ ሶስት መንገድ የሃይድሮሊክ ማቀፊያ መሳሪያ ሊበጅ ይችላል.
ለብረታ ብረት መሰንጠቂያ ማሽን የደህንነት አሠራር ደንቦች
1. የባንዱ የመጋዝ ማሽን ኦፕሬሽን እና የጥገና ባለሙያዎች የባንድ ማሽኑን የአሠራር እና የጥገና ክህሎት ለመቆጣጠር በሙያ የሰለጠኑ መሆን አለባቸው።ኦፕሬተሮች በቂ እንቅልፍ ማረጋገጥ እና ትኩረትን መጠበቅ አለባቸው.
2. ፍጥነቱን በሚቀይሩበት ጊዜ የመከላከያ ሽፋኑን ከመክፈትዎ በፊት ማቆም አለብዎት, ቀበቶውን ለማዝናናት እጀታውን በማዞር, የ V-ቀበቶውን በሚፈለገው ፍጥነት ባለው ጉድጓድ ውስጥ ያስቀምጡት, ከዚያም ቀበቶውን በማወጠር መከላከያውን ይሸፍኑ.
3. የቺፕ ማስወገጃ ሽቦ ብሩሽ ማስተካከል ሽቦው ከባንዱ ሹል ጥርስ ጥርስ ጋር እንዲገናኝ ማድረግ አለበት, ነገር ግን ከጥርስ ሥር አይበልጥም.የሽቦ ብሩሽ የብረት መዝገቦችን ማስወገድ ይችል እንደሆነ ትኩረት ይስጡ.
4. በሚሰራው የስራ እቃ መጠን መሰረት የመመሪያውን ክንድ በዶቬይል ሀዲድ ላይ ያስተካክሉት.ከመስተካከሉ በኋላ የመመሪያ መሳሪያው መቆለፍ አለበት.
5. የመጋዝ ቁሳቁስ ትልቅ ዲያሜትር Z ከደንቦቹ መብለጥ የለበትም, እና የስራው ክፍል በጥብቅ መያያዝ አለበት.
6. የባንድ መጋዝ ጥብቅነት ትክክለኛ መሆን አለበት, ፍጥነት እና ምግብ ትክክለኛ መሆን አለበት.
7. የብረት, የመዳብ, የአሉሚኒየም ክፍሎች የመቁረጥ ፈሳሽ አያስፈልጋቸውም, እና ሌሎች ፈሳሽ መፃፍ አለባቸው.
8. በመቁረጥ ወቅት የመጋዝ ምላጭ ይሰብራል.የመጋዝ ንጣፉን ከተተካ በኋላ, የሥራው ክፍል መዞር እና እንደገና መሰንጠቅ አለበት.የመጋዝ ቀስት ሳይነካ ቀስ ብሎ መውረድ አለበት.
9. በመቁረጥ ሂደት ውስጥ ኦፕሬተሩ ፖስታውን ለመልቀቅ በጥብቅ የተከለከለ ነው, እና በጓንት መስራት በጥብቅ የተከለከለ ነው.
10. በእያንዳንዱ ፈረቃ መጨረሻ ላይ የኃይል አቅርቦቱን ማቋረጥ, የመከላከያ ሽፋኑን መክፈት, ወደ መጋዝ ዊልስ ውስጥ የሚመጡትን ቺፖችን ማስወገድ እና የዕለት ተዕለት ጥገና እና የጽዳት ስራዎችን ማከናወን አለብዎት.
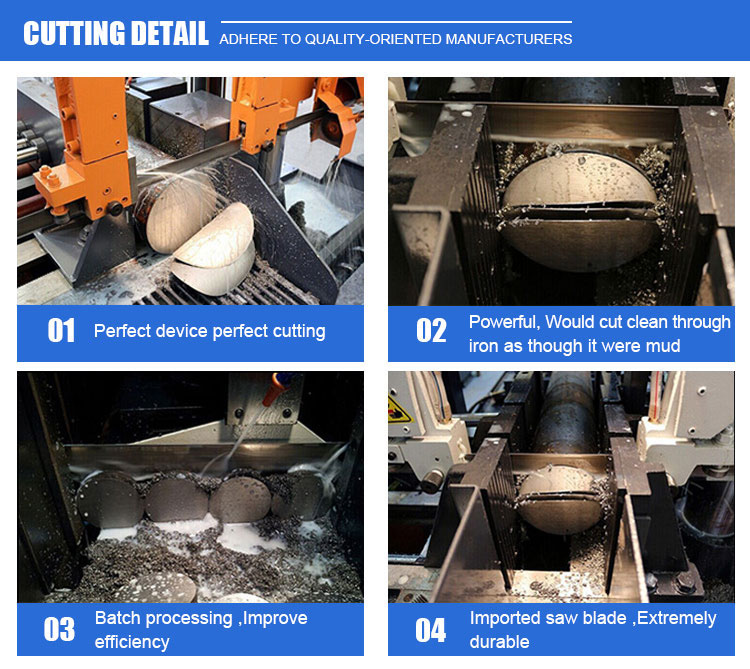
ዝርዝር መቁረጥ
በዋናነት እንደ የካርቦን መዋቅራዊ ብረት ፣ ዝቅተኛ ቅይጥ ብረት ፣ ከፍተኛ ቅይጥ ብረት ፣ ልዩ ቅይጥ ብረት እና አይዝጌ ብረት ፣ አሲድ ተከላካይ ብረት ፣ ወዘተ ያሉ የተለያዩ የብረት ቁሳቁሶችን ለመጋዝ ያገለግላሉ ።
1. ፍጹም መሳሪያ ፍጹም መቁረጥ
2. ኃይለኛ፣ እንደ ጭቃ ብረትን ያጸዳል።
3. ባች ማቀነባበር, ውጤታማነትን ማሻሻል
4. ከውጭ የመጣ መጋዝ፣ እጅግ በጣም ዘላቂ